
Gray, D., et al. August 1, 2012. Topic Paper #8 Production of Alternative Liquid Hydrocarbon Transportation Fuels from Natural Gas, Coal, and Coal and Biomass (XTL). National Petroleum Council
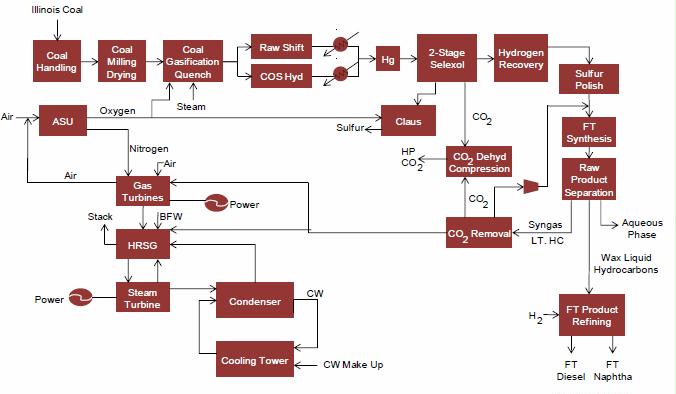
CTL plant configuration
Background
With national energy security still being a dominant concern because of increasing dependence on imported oil, there is interest in producing more of our oil from domestic sources. By far the largest single supplier of oil to the U.S. is Canada. But, we must be concerned that an equal amount of imports comes, in total, from four countries wracked by instability or with governments hostile to the U.S.: Algeria, Angola, Iraq, and Venezuela.
In addition, the global trade in oil means that, even though the U.S. imports no oil from Iran, and little from Libya, if further unrest in the Middle East should happen to take Iranian and/or Libyan crude off the world market for a time, global oil prices would skyrocket, directly impacting the American economy. Oil is truly the life blood of any industrialized society. Without it, continued and sustained economic growth and social stability would be impossible. Oil provides us with transportation fuels that give us the freedom of personal mobility. About two-thirds of petroleum consumption in the U.S. is in the transportation sector; from the other perspective, some 95-97% of transportation energy derives from petroleum. A second aspect of the vital importance of petroleum is that it provides key petrochemicals for plastics, urethanes, and synthetic fibers. This application accounts for an estimated 16% of petroleum used in the U.S., and over 25% of petroleum processed in the Gulf Coast region.
XTL is coal and/or biomass liquefactoin via Fischer Tropsch synthesis
XTL is the conversion of carbonaceous feedstocks to a mixture of hydrogen and carbon monoxide, called synthesis gas, followed by the separate step of producing liquid hydrocarbon fuels from the gas via Fischer-Tropsch synthesis. In principle, any carbonaceous feedstock could be used (given appropriate technology for its conversion to synthesis gas), including biomass, coal, coal/biomass blends, natural gas, municipal solid waste, natural bitumens and heavy oils, and waste tires. Synthesis gas conversion technologies also offer potential routes to hydrogen, substitute natural gas, and various solvents or intermediates such as alcohols and aldehydes.
How DCL differs from XTL
The principal alternative to XTL is direct coal liquefaction (DCL), which is the conversion of coal to liquids without the intervening step of producing synthesis gas. The primary DCL technology is hydroliquefaction, the reaction of coal with hydrogen and/or a hydrogen-donor solvent, usually in the presence of a catalyst. Liquids can also be obtained from coal by pyrolysis, and by solvent extraction with various solvents in the sub- or supercritical regimes. Some work has been done on the co-liquefaction of coal blended with materials such as scrap plastic, scrap rubber, or heavy oils. A second major difference between DCL and XTL is that usually XTL products are clean liquids that can be used as transportation fuels with minimal refining, whereas the primary liquids from DCL are usually aromatic with nitrogen, oxygen, and/or sulfur incorporated, so will require substantial downstream refining to meet performance and environmental requirements for transportation fuel usage.
The Shenhua Process The world’s only commercial-scale hydroliquefaction plant is the so-called Shenhua plant, built by the Shenhua Group Corporation in Majata, Inner Mongolia. The Shenhua process represents evolutionary development of earlier work beginning with the H-Coal process (Hydrocarbon Research, Inc.), with further improvements by Hydrocarbon Technology Inc. and Headwaters. Bituminous coal is slurried with recycle solvent and catalyst. The slurry is fed to a liquefaction reactor (the largest one ever built, with a 6000 ton/day capacity), followed by solid-liquid separation. The primary liquids are hydrotreated to produce primarily diesel fuel and naphtha, in amount of 24,000 barrels per day. On an annual basis, the Shenhua plant expects to utilize about 3.5 million metric tons of coal, producing 715,000 metric tons of diesel fuel, 250,000 metric tons of naphtha, 120,000 metric tons of LPG, and about 3,500 metric tons of phenols. On a dry, ash-free basis, about 57% of the coal is converted to liquids.
There are no Coal/Biomass CBTL plants
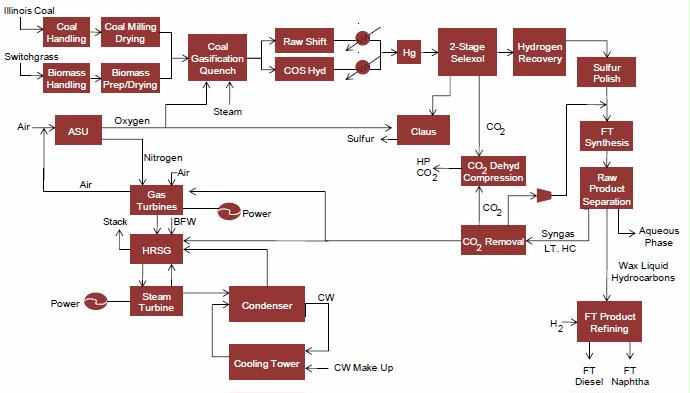
CBTL process
The concept of gasifying mixtures of coal and biomass together in the same plant to produce liquid fuels is novel and no such plant currently exists. There are many gasifiers that can gasify biomass but most of these are usually small scale, use air instead of oxygen, operate at lower temperatures thus producing tars, and operate at low or atmospheric pressure. All of those characteristics would make them unsuitable for producing FT liquid fuels.
CTL technology has a proven track record and is technically viable. However, although Sasol has successful commercial plants in operation, the integration of modern entrained-flow coal gasification with advanced FT synthesis has yet to be demonstrated commercially. There are no commercial or even small scale plants are currently in operation to convert mixtures of coal and biomass to liquid fuels.
If a CBTL plant did exist it would work like this
The plant would operate just like a CTL plant except that biomass is gasified in addition to the coal. Separate gasifiers could theoretically be used for the biomass and the coal; however it may be more efficient and less costly if the same gasifier could convert both feeds simultaneously. This would be similar to the situation at NUON where the Shell gasifier was able to gasify both wood and biomass. In this conceptual plant, high pressure, entrained-flow gasification with oxygen is used to convert the coal and biomass into synthesis gas. This synthesis gas is cleaned using conventional gas cleaning technology. Slurry-phase FT reactors are used to convert the clean synthesis gas into raw FT products. Hydrotreating and hydrocracking/hydroisomerization are used to convert the raw FT products into naphtha and diesel. All power required in the plants is generated on-site. Unfortunately, there is very little data in the literature for the gasification of biomass in entrained high pressure gasifiers. Because of the fibrous nature of most biomass sources, the material is very difficult to pretreat and feed into a high pressure gasifier. Typical problems include clumping and bridging. However, the successful demonstration at the NUON plant does indicate that co- gasification is technically feasible provided that the biomass receives the appropriate pretreatment and preparation.
Barriers to XTL plants being built
Although the United States still imports about 11 MMBPD of oil from the unstable Middle East and other potentially hostile countries and world oil prices are currently hovering around $90 to $100 per barrel, no commercial U.S. XTL plants are being built. This is because of the considerable number of barriers to deployment of XTL. These barriers can be classified as technical, economic, environmental, commercial, and social.
Under economic barriers, the uncertainties about future oil prices are a significant barrier. The high capital expenditures needed for large scale CTL plants is a major barrier. It is anticipated that the capital for large (greater than 50,000 BPD) CTL plants will be over $150,000 -$160,000 per daily barrel. Therefore, a 50,000 BPD FT CTL plant could cost over $8 billion. The investment risk for such a large sum is considerable. For GTL the capital cost is lower but a 50,000 BPD plant would still require an investment of over $3.5 billion. Also for CBTL the cost of delivered biomass is very high.
Water use in CTL plants is also an important environmental issue particularly in geographical areas of low rainfall.
Significant deployment of CTL facilities will require the use of large quantities of coal and this will mean an expansion of the coal mining industry. For example, a 50,000 BPD CTL plant will use approximately 7 million tons of coal per annum. There is considerable opposition to increased coal mining. Another issue concerns actual commercial deployment of CTL. Who would take the lead in commercial deployment of XTL technologies?
If many XTL plants were to be built worldwide at the same time then there will be competition for critical process equipment and engineering and labor skills. There is already evidence that this bottleneck is being encountered worldwide because of the large number of simultaneous construction projects. Finally, there are the issues of permitting and the usual public reluctance to accept the need for new facilities especially coal based plants. Particular barriers to deployment of CBTL technologies include the high cost of biomass feedstock, the availability of sustainable quantities of biomass feed stock, the GHG and energy penalties associated with the cultivation, harvesting, and preparation of the biomass feed, the high cost of biomass transport, and the technical problems with feeding biomass to high pressure gasification systems.
If water availability presents no problems and water cooling is used for all applications the expected use would be in the range 7-10 barrels of water per barrel of liquid fuel product for CTL and CBTL plants. On the other hand, if water is scarce, in Western locations for example, then maximum use of air cooling could be made.
Because no FT CTL plants have been built since Sasols II and III in South Africa in the early 1980s, it is very difficult to accurately estimate the capital costs of new FT CTL plants that would be built in the U.S. in today’s economic climate. The tight EPC market has resulted in large escalations of capital costs for major projects. For example, costs for new IGCC plants are estimated to be over $4,000/kW compared to estimates of around $2,500/kW just a few years ago. Likewise, the costs for new Oil Sands projects in Canada have experienced escalations of 70% or more.
DCL deployment faces many of the same barriers that have already been identified and discussed in the XTL section of this white paper. These include the significant technical risks (especially given only one commercial-scale DCL plant running in the world, and that only for about two years) with the attendant question of who would take the lead in building the first plant(s); the very high capital expense, at least for hydroliquefaction, and the related investment risk; questions of permitting, which will be made all the more complicated by the antipathy of the public and many NGOs to coal; likely shortages of process equipment and skilled labor; the need for substantial expansion of the mining industry; and a need to deal with CO2 and other environmental issues.
The primary liquid from hydroliquefaction, carbonization, or solvent extraction is likely to be highly aromatic, also containing various compounds of oxygen, nitrogen, and sulfur. It will require significant downstream refining to produce liquid fuels that meet market and environmental specifications. These additional downstream processes will add capital and operating costs. These processes, especially hydroliquefaction, will consume substantial amounts of hydrogen. The likely way of obtaining hydrogen is via coal gasification. Not only does this also add to capex and opex, it implies that all of the various operations of a gasification plant must be embedded inside a hydroliquefaction plant. If one needs to install gasifiers and ancillary equipment anyway, perhaps XTL would be a better choice. Especially with low-temperature carbonization, and somewhat will solvent extraction, inevitably there will be a solid product containing unreacted or partially reacted coal and ash. Unless a use exists for the solid, it will be a major cost to collect and dispose of in an environmentally acceptable manner.
Barriers to economically successful, commercial-scale direct liquefaction of coal include:
- Selection of materials of construction for reactor vessels and ancillary equipment, to withstand high-temperature, high- pressure hydrogen environments and abrasive coal or mineral slurries.
- Finding an inexpensive and convenient source of process heat.
- Finding an inexpensive source of hydrogen, ideally one that does not contribute to the carbon footprint.. Separation of coal mineral matter and unreacted or partially reacted coal particles from the process stream.
- Subsequent post-liquefaction upgrading and refining of the “synthetic crude oil” from liquefaction into commercial-quality, marketable liquid fuels. It has been presumed that the primary liquids would be treated in the standard unit operations of an oil refinery, but there seems to be little verification of this. A related issue is that the final, upgraded products of DCL have been assumed to be fungible with the comparable petroleum-derived products. This point does not seem to be fully demonstrated either.
Estimated Economics for DCL Plants It has been nearly twenty years since a detailed economic analysis was done for hydroliquefaction, and possibly much longer for solvent extraction or carbonization. A hydroliquefaction plant capital cost, for coal being converted to clean, specification-grade transportation fuels, is likely in the range of $120,000 per daily barrel of capacity. Estimated cost of the finished liquid products is $0.20 per gallon higher than from a CTL plant. It should be noted that the estimated cost of $120,000 per daily barrel is about double of the claimed cost of the Shenhua plant ($62,500). The figure for the Shenhua plant was based on 2008 dollars; the world has seen significant increases in capital equipment prices since then. In addition, it is not clear what basis was used for conversion of yuan to US dollars. Therefore, this is not to say that one figure or the other is grossly in error, but they probably can be taken as “bookends” for the cost of a plant.